
在当代制造业领域,数控加工的意义是不可或缺的基石。精密、自动化和创新的坚决融合概括了 CNC(计算机数控)加工的精髓,开启了一个生产力和设计复杂性无与伦比的时代。

进给速度是切削刀具与材料接触的速度,类似于河流对地球的水流。就像渔夫测量溪流的拉力一样,机械师以每单位时间的距离为单位测量进给速率。
简而言之,进给速度是机器的节奏,是创造的心跳。正如雕塑家用手塑造粘土一样, 数控机 精确塑造原材料。进给速度决定了机器与金属、木材或任何位于其坚硬接触之下的物体之间舞蹈的节奏。
想象一首交响乐,指挥家的指挥棒指挥着每个音符的进入和退出。进给速度指挥着制造的交响乐,每个金属片或木卷都与节拍同步。调整进给速度,旋律变化——慢一点,材料被爱抚;速度更快,而且人们热情地追求它。
然而,就像所有事情一样,平衡是关键。进给速度太快,工具可能会绊倒、摇晃,甚至折断——就像短跑运动员如果超出极限可能会摔倒一样。但过于胆怯的速度和进步就会变得迟缓,就像一匹马在本该驰骋的道路上缓慢前进一样。
数控机床及其进给速度编织了我们精心制作的世界。它是工业的节拍器,是引导工具运行的手,是人类对自然元素的掌握的体现。正如船长在危险的水域中驾驶船只一样,机械师在进给速度的稳定监控下驾驭错综复杂的材料。
CNC 加工中的进给速率,就像跑步者迈步时的呼吸一样,是成功的关键决定因素。许多因素共同决定了这一重要参数。
● 材料类型和硬度: 被雕刻材料的性质决定了进给速率。柔软的物质可能需要快速触摸,而较硬的物质则需要更谨慎的接触。金属的硬度类似于徒步旅行者所行走的地形,从而改变旅程的节奏。
● 切削刀具几何形状: 正如击剑运动员使用特定刀片进行特定动作一样,切削刀具的几何形状也会影响进给速度。凹槽、角度和边缘相互作用,决定工具如何与材料相互作用,从而塑造工艺的节奏。
● 刀具材料和涂层: 工具材料及其涂层的选择类似于战士选择战斗盔甲。不同的材料和涂层表现出不同的耐热性和耐磨性,影响刀具在切削过程中承受力的方式,从而影响其可以承受的进给速率。
● 切割深度: 切割深度是一种承诺的深度,就像潜水员敢于潜入的深度一样。浅切可以实现更快的移动,而更深的切需要更加谨慎的前进,类似于珠宝商双手的精确度。
● 工件刚性: 数控机床的工作类似于铁匠的锻造,工件的刚性就是它的砧座。坚固的材料固定装置和坚实的机器基础提供了稳定性,从而实现更平稳的进给速率和更精确的结果。
● 冷却剂和润滑: 润滑剂的作用就像漫步者的微风一样——它减少摩擦并散发热量。适当的冷却剂和润滑机制使刀具能够以较小的阻力穿过材料,从而影响最佳进给率。
● 机器功率和刚度: 该机器的效力和刚性就像种马的活力,塑造了它在地形上驰骋的方式。具有坚固框架的强大机器可以承受更高的进给率,确保效率而不影响精度。
● 表面光洁度要求: 正如画家的笔触从细线到粗笔一样,所需的表面光洁度也会影响进给速度。更光滑的表面可能需要更慢的进给速度,以防止可能损坏最终产品的振动。
● 工具磨损和破损: 就像战士的盔甲一样,切削刀具的磨损和破损的可能性是不可避免的因素。监控这些变量有助于优化进给速度,确保刀具的使用寿命并保持一致的性能。
● 机器动力学: 数控机床的运动和振动与舞者的脚步平行。必须考虑机器对进给速率变化的动态响应,以避免可能损害工艺精度的谐波共振或不稳定行为。
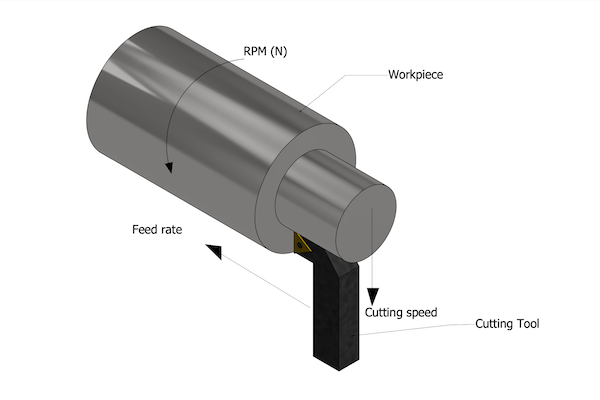
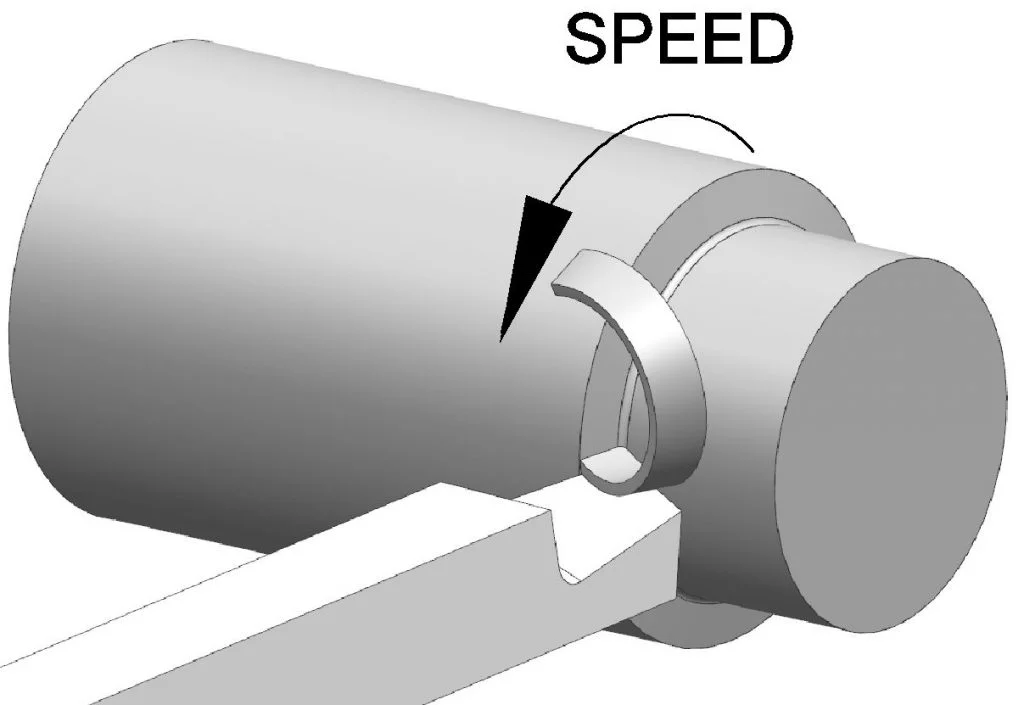
在机械加工领域,切削速度是指机械加工过程中切削刀具穿过工件表面的速度。它是运动和进步的本质,是塑造材料艺术的基石。
想象一下铁匠的锤子敲击铁砧,每次敲击都会释放出火花。以大致相同的方式,切削刀具遇到工件,切削速度控制这些遇到的速度。它是操作的心跳,决定了工具与材料接合的速度。
这个速度以每单位时间的距离为单位来衡量,是野心和谨慎之间经过计算的平衡。切割速度太快可能会产生过多的摩擦和热量,就像火燃烧得太热而无法遏制一样。相反,步伐太慢可能会降低生产力,就像河水陷入蜿蜒的弯道一样。
多种因素汇聚在一起形成了这种微妙的平衡。被切削材料的硬度、切削刀具的几何形状、机器的稳定性以及预期的表面光洁度都会对最佳切削速度产生影响。
就像登山者在山上航行一样,切削速度不断上升和下降,以适应复杂的地形。它上升以超越坚固的固体材料山峰,下降以掠过较软物质的山谷,同时保持确保精度和效率的节奏。

数控加工中的切削速度就像船长在危险的水域中引导船只一样,受到一系列细微因素的影响。每个元素都在快速进步和保持精度之间导航:
● 材料类型和硬度: 正如风的强度因地而异一样,材料的硬度也决定了切割速度。较软的材料可以承受更高的速度,而较硬的材料则需要采取更温和的方法来防止过热和工具磨损。
● 切削刀具材料和涂层: 就像剑的成分决定其锋利度一样,切削工具的材料和涂层也很重要。有些刀具比其他刀具更能承受热量和摩擦,从而在不影响性能的情况下实现更高的切削速度。
● 刀具几何形状: 切削工具的设计就像登山者选择的装备一样,决定了它与材料的相互作用。槽角、前角和刃口几何形状会影响刀具引导工件的效率,从而影响最佳切削速度。
● 工件刚性: 工件的稳定性类似于结构下方的基础,起着至关重要的作用。刚性工件可实现更高的切削速度,最大限度地降低可能损害加工精度的颤动和振动风险。
● 机器功率和刚度: 与船舶的发动机强度和结构完整性类似,数控机床的功率和刚性会影响可行的切削速度范围。坚固的机器可以维持更高的速度,而不会屈服于偏转或不稳定。
● 冷却剂和润滑: 就像沙漠中的绿洲一样,适当的冷却剂和润滑可以减轻切割过程中产生的热量。有效的冷却机制可实现更高的切削速度,防止刀具磨损和材料变形。
● 表面光洁度要求: 与画家选择画笔笔触类似,所需的表面光洁度决定了切割速度。更光滑的表面可能需要更慢的速度,以防止可能损坏最终产品的振动。
● 切割深度: 切割深度类似于潜水员的潜入——经过深思熟虑和深思熟虑。浅切削可以允许更高的速度,而更深切削则需要更适中的速度来控制施加在工具上的力。
● 工具磨损和破损:就像战士的盔甲会随着时间的推移而变钝一样,切削刀具的磨损会影响切削速度。监控工具状况可确保速度保持在限制范围内,从而延长工具寿命并保持一致的性能。
● 加工过程稳定性: 正如走钢丝者需要稳定的钢丝一样,加工过程本身的稳定性也很重要。振动、颤振和谐波共振会影响高速精度,因此需要进行调整以保持稳定性。
● 材料去除率: 材料去除的速率是速度和效率之间的平衡。较高的切削速度会提高材料去除率,但速度过高可能会导致排屑不良并缩短刀具寿命。
● 切割策略: 不同的加工操作需要不同的策略。粗加工可以允许更高的速度,而精加工需要更加小心才能达到所需的表面质量。
进给率和切削速度是加工中的基本概念,各自在加工过程中发挥着独特的作用。它们类似于手表的齿轮,协同工作但具有不同的功能:
进给率: 进给速度是指加工过程中切削刀具沿工件表面移动的速度。它以每距离的单位表示时间单位,通常以英寸每分钟 (IPM) 或毫米每分钟 (mm/min) 为单位。进给速率决定了刀具前进穿过材料并将其塑造成所需形状的速度。本质上,进给速率决定了刀具相对于工件的运动。
影响进给率的因素:
● 材料类型和硬度。
● 切削深度。
● 所需的表面光洁度。
● 刀具几何形状和材料。
● 工件刚性。
● 切割策略。
切割速度: 切削速度,也称为表面速度或圆周速度,是指机械加工过程中切削刀具外刃旋转的速度。通常以表面英尺每分钟 (SFPM) 或米每分钟 (m/min) 为单位进行测量。切削速度决定了刀具切削刃接触材料的速度,影响切屑去除和材料成形的速率。
影响切削速度的因素:
● 材料类型和硬度。
● 切削刀具材料和涂层。
● 刀具几何形状。
● 工件刚性。
● 机器功率和刚性。
● 冷却剂和润滑。
运动性质:
● 进给速率与刀具沿工件表面的线性运动有关。
● 切削速度是指切削刀具刃口的旋转速度。
测量单位:
● 进给速率以每单位时间的距离为单位进行测量(例如,IPM、mm/min)。
● 切削速度以速度单位测量(例如,SFPM、m/min)。
对材料去除的影响:
● 进给速率会影响刀具在材料中前进的速度,从而决定每单位时间去除的材料体积。
● 切削速度影响刀具切削刃与材料接合的速率,从而影响切屑形成和材料去除。
对刀具寿命的影响:
● 进给速率会影响刀具磨损和破损,因为较高的进给速率可能会使刀具承受更大的力和热量。
● 切削速度会影响刀具磨损,因为较高的切削速度可能会产生更多的热量,从而影响刀具寿命。
在表面光洁度中的作用:
● 进给速度会影响表面光洁度质量,尤其是在精加工过程中。
● 切削速度对表面光洁度也起着重要作用,因为它会影响刀具和工件材料之间的相互作用。
总之,进给速率控制刀具沿工件表面的线性运动,而切削速度则决定切削刀具边缘的旋转速度。这两个参数对于实现高效、精确的加工结果都是不可或缺的,它们的优化取决于对材料、刀具和加工条件的透彻了解。
确定加工中合适的进给速度和切削速度需要结合经验数据、计算、经验以及对各种因素的考虑。这是两者的分步指南:
识别材料和工具:
● 了解您正在加工的材料的类型和硬度。
● 为任务选择具有合适几何形状和材料的合适切削刀具。
计算芯片负载:
● 切屑负荷(或每齿进给量)是切削刀具每转一圈中每个齿切削材料的量。通常以每齿英寸 (IPR) 或每齿毫米 (mm/tooth) 为单位。
● 使用以下公式计算切屑负载:切屑负载 (CL) = 进给速度 /(齿数 × 切削速度)
考虑刀具直径和凹槽数量:
● 刀具直径和容屑槽数量决定了每转的总切屑负荷。
● 总切屑负荷 = 切屑负荷 × 排屑槽数
计算进给率:
● 使用计算出的总切屑负载和刀具每分钟转数 (RPM),计算进给速率: 进给速率 = 总切屑负载 × RPM
适应切削深度和表面光洁度:
● 根据切削深度和所需的表面光洁度调整计算出的进给速度。较小的切削深度或更精细的表面光洁度要求可能需要较低的进给率。
识别材料和工具:
● 确定材料的类型和硬度。
● 选择具有适当材料和几何形状的切削刀具。
请参阅切割速度建议:
● 切削刀具制造商提供了针对各种材料和刀具类型的推荐切削速度范围。
● 这些建议基于多年的经验和测试。
计算切削速度:
● 使用公式:切削速度 (CS) = (π × 刀具直径 × RPM) / 12 (注:12 用于从英寸每分钟转换为英尺每分钟)
考虑材料硬度和工具涂层:
● 对于较硬的材料,请考虑使用推荐切削速度范围的下限来控制热量和刀具磨损。
● 如果使用涂层刀具,由于摩擦和热量积聚减少,它们可能会承受更高的切削速度。
调整机器和工具刚度:
● 坚固的机器和工具可以承受更高的切削速度,而不会影响稳定性和精度。
适应表面光洁度:
● 所需的表面光洁度可能会影响切割速度。更精细的饰面可能需要较低的切削速度以避免振动。
| 切削速度 | 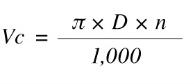 | Vc=切削速度(米/分钟) π=3.14 D=直径(毫米) n=主轴转速(min-1) Vf=进给量(毫米/分钟) fz=每齿进给量(mm/齿) Z= 凹槽数量 |
| 主轴转速 | 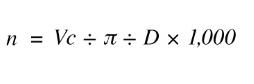 | |
| 喂养 |  | |
| 每齿进给量 |  |
CNC 加工是数字指令和机械精度之间复杂的编排。从本质上讲,这个过程涉及将数字设计转化为有形的现实。计算机引导的机械编排切削工具的运动,将原材料雕刻成精致的部件。计算机控制、自动化精度和多功能工具的结合催生了一种超越手工劳动限制的制造工艺,始终如一地生产出复杂且完美的最终产品。
在数控加工参数的迷宫中,两个关键的主角出现了进给率和切削速度。进给速度反映了切削刀具沿工件的逐渐前进,类似于交响乐的节奏。反过来,切割速度反映了这种编排的速度,决定了材料雕刻的速度。这些参数像旋律和节奏的相互作用一样交织在一起,决定了加工工作的效率和精度。
就像协调仪器的同步一样,进给速率和切削速度之间的关系是内在的。当协调一致时,就会出现微妙的平衡,从而开辟通向最佳加工结果的道路。和谐的二人组可以提高材料去除率,同时又不会损害切削刀具的使用寿命。只调整其中一个而不顾另一个会破坏这种微妙的平衡,扭曲生产效率的旋律。
微调进给速度和切削速度的影响是深远的,就像指挥完美的交响乐一样。优化的参数可提高效率,在制造的各个方面产生共鸣。材料去除率激增,而刀具磨损则减少,这预示着生产率的提高和运营成本的降低。最终产品具有无可挑剔的表面光洁度,体现了形式与功能的结合。
进给率和切削速度之间的动态相互作用就像艺术大师的旋律一样出现,编排了效率和精度的交响乐。这些参数的精心优化超越了单纯的技术问题;正是精湛技艺将工匠与业余爱好者区分开来。
进给速率类似于指挥棒,设定材料去除的速度,决定切削刀具与工件相互作用的速度。这个参数在制造走廊中回响,对于雕刻效率至关重要。进取性和控制力之间达到了微妙的平衡——用力过猛,工具会拉伤,导致过早磨损;步伐太轻,步伐就会缓慢,从而浪费生产力。
连锁反应就是材料去除率——材料被雕刻掉的速度。调整进给速度可以协调这种舞蹈,决定加工操作是轻快的奏鸣曲还是慵懒的慢板。效率是制造的心跳,优化进给速度可以使材料去除的节奏与生产力的交响曲保持一致。
切削速度本身就是一位大师,它对刀具寿命和表面光洁度产生影响。就像经验丰富的音乐家一样,切割速度必须击中正确的和弦才能引起所需的共鸣。速度太快可能会导致材料快速去除,但对切削刀具的损害可能类似于钢琴家的手指用蛮力敲击琴键——虽然很出色,但代价是寿命。
相反,更加谨慎的方法可以延长工具的使用寿命,但可能会损害表面质量。表面处理类似于奏鸣曲的最后乐章,是视觉和触觉上精确的交响乐。高切削速度和所需的原始表面纹理之间的平衡是协调进取性与优雅的工艺。
平衡进给率和切削速度——类似于和谐和旋律——成为加工艺术的顶峰。艺术在于效率与质量的融合。这种平衡行为的精确度取决于这些参数之间的协同作用,每个参数都会在微妙的探戈中影响另一个参数。
随着进给速率的增加,切削速度必须按比例调整以保持刀具完整性和表面光洁度,而相反,进给速率会调整以保护CNC 加工中的刀具寿命和最佳性能。
CNC 加工注重卓越的机械掌握和操作参数,精确引导进给速度和切削速度,类似于指挥棒。这些技术强调优化和效率。
就像乐谱引导音乐家一样,高级计算机辅助制造 (CAM) 软件执行 CNC 加工操作。这位数字大师不仅可以可视化设计,还可以协调复杂的进给速率和切削速度。 CAM 软件的作用超出了符号范围,它涵盖了材料、工具和所需结果的复杂性,从而实现参数的和谐一致。
先进的 CAM 软件就像一位了解管弦乐作品每一个细微差别的指挥家,以精湛的方式优化进给率和切割速度。它解释复杂的几何形状、定制刀具路径并协调和谐的运动,确保加工操作精确高效地进行。
当指挥感觉到现场表演中的微妙变化时,数控加工就会受益于实时监控和自适应控制系统。正如指挥根据管弦乐队的动态调整节奏一样,这些系统根据实时数据调节进给速度和切割速度。
传感器和监视器检测振动、温度变化和刀具磨损,调整进给率和切削速度以保持最佳性能,确保整个加工操作的实时协同和精度。
加工复杂的部件类似于执行复杂的组合 - 它需要精心的规划。刀具路径规划,即绘制切削刀具轨迹的艺术,是 CNC 加工的乐谱。对于复杂的几何形状,其中组合物编织出复杂的图案,刀具路径必须精确导航。
指挥家的魔杖通过先进的算法创造魔法,优化进给率、切割速度,并精确而优雅地雕刻复杂的形状。
在交响乐登上音乐厅之前,它通常是在想象的境界中排练的。同样,仿真和虚拟加工也是数控加工的演练空间。这是进给速率和切削速度在虚拟阶段发挥作用的地方,允许在实际性能之前进行参数测试。
就像指挥听排练录音一样,工程师分析虚拟加工模拟以微调进给速率和切削速度。这些虚拟表演不受物质世界的限制,可以探索不同的场景,并微调参数以实现最佳结果。一旦和谐实际上实现,它就会转化为车间中精确和效率的实际交响乐。
当效率和准确性结合在一起时,就会产生工业卓越的交响乐。这次探索之旅展示了进给率和切削速度之间复杂的舞蹈,这两位控制着效率节奏的大师。当我们拉开帷幕时,决议既是尾声,也是对贯穿整首作品的旋律和谐的反思。
CNC 加工是现代制造的重要方面,通过优化进给率和切削速度将效率和精度结合起来。 厦门扬森数控设备有限公司.的 产品展示了这种艺术的演变,展示了他们对创新和以无与伦比的精度塑造组件的承诺。

数控加工效率正在不断提高,人工智能和机器学习提高了精度,厦门扬森将传统与前卫融为一体。可持续发展和能源效率将精确性与负责任的实践相结合,创造了一个超越界限、达到卓越新高度的持续旅程。











