卧式加工中心是一种高精度数控机床,其主轴呈水平排列,具有多轴联动和自动换刀功能,特别适用于高效加工复杂零件。它广泛应用于航空航天、汽车制造、模具制造等领域,能够轻松处理大型工件并实现多面加工。尤其适用于铣削、钻孔、镗孔、铰孔、攻丝以及二维和三维曲面等多面零件的复杂加工。与立式加工中心相比,卧式加工中心在排屑和稳定性方面更具优势,特别适用于大批量生产和高精度要求的场景。
卧式加工中心 指主轴轴线与工作台平行的加工中心机床。
它可以加工较大的零件,并且可以进行分度和旋转。它最适合对具有多个工作面的零件进行多工序加工,例如铣削、钻孔、镗孔、铰孔、攻丝以及二维和三维表面加工。
它能够一次性完成箱体的组装。
它在本体孔系统中表现良好,平面加工尤其适用于车削和镗削箱体孔,广泛应用于汽车、内燃机、家用电器、通用机械等行业。
双托盘卧式加工中心运行中
卧式加工中心(HMC)可以轻松地沿水平方向移动主轴头和工作台。这有助于在使用切削刀具加工零件时获得更高的精度。
卧式加工中心还具有很高的生产效率,因为主轴头和工作台可以独立移动,并在垂直方向上处理工件,同时加工多个工件,从而加快加工和生产速度。
卧式加工中心可以配备更多刀具,一次加工可以完成更多工作,并且由于切削刀具可以快速更换,机器可以适应各种不同形状和尺寸的工件,因此具有更高的通用性。
借助数控编程功能,该机床还能精确地对多个零件重复执行相同的加工操作。所有这些特性使得卧式加工中心成为以最经济的方式生产高质量零件的理想设备。
此外,与传统机床相比,卧式加工中心的设计旨在提高刀具寿命和加工精度。借助伺服电机控制系统等先进功能,该机床能够最大限度地缩短切削时间并提高零件加工精度。
所有这些特点使得卧式加工中心成为批量生产高质量精密零件的理想选择。
因此,卧式加工中心是高精度加工的理想选择。它能够完美满足最苛刻的加工要求,是现代化制造工厂的理想设备。
根据立柱是否移动,卧式加工中心分为固定立柱式和移动立柱式。
1. 工作台可沿横向移动,也可沿X轴和Z轴移动,主轴箱可沿Y轴移动。适用于中型复杂零件的镗铣等多工序加工。
2. 主轴箱横向移动,主轴箱沿X轴和Z轴方向移动,工作台沿Y轴方向移动。适用于中小尺寸零件的镗铣等多工序加工。
3. 主轴箱悬挂于侧柱上,并沿Y轴和Z轴方向移动。这种布局类似于卧式铣镗床,工作台沿X轴方向移动。它适用于中型零件的镗铣等多工序加工。
床身呈T形,工作台在前床身上沿X轴移动,立柱在后床身上沿Z轴移动。主轴箱在立柱上有两种安装方式:正向悬挂和侧向悬挂,沿Y轴移动。该机床适用于中大型零件,特别是长零件的多工序加工,例如镗铣等。
立柱沿Z轴和U轴(平行于X轴方向)移动,主轴箱沿立柱沿Y轴方向移动,工作台沿前床身沿X轴方向移动。适用于中型复杂零件的镗铣等多工序加工。
主轴箱沿立柱Y方向移动,主轴滑块沿Z方向移动。立柱沿X方向移动。工作台为固定式或旋转式。该机床可配备多个工作台,适用于加工中小尺寸零件,且工件上下料和切削时间可同步进行。
| 不。: | 差异 | 卧式加工中心 (HMC) | 立式加工中心 (VMC) |
| 1 | 主轴 | 水平主轴与工作台表面平行。 | 垂直头垂直于工作台表面运行。 |
| 2 | 工作台 | 卧式加工中心的工作台只能沿X轴或Y轴方向移动。工作台一般为带格栅螺孔的旋转工作台,相对容易选配可互换的双工作台。 | 通常情况下,工作台采用T型槽设计,并带有横向滑台结构。工作台的垂直运动由两组运动机构负责。 |
| 3 | 柱子 | HMC的柱体为移动柱。正T型柱沿X方向移动,倒T型柱沿Z方向移动。移动柱的结构要求在满足刚度的前提下尽可能减轻柱体的重量。 | VMC的立柱通常不移动,并且为了追求刚性而尽可能地加厚。此外,还有移动立柱式立式加工中心。移动立柱式立式加工中心的工作台只能沿X轴或Y轴方向移动,立柱也相应地沿Y轴或X轴方向移动。这种设计方式对立柱驱动电机的功率要求更高。 |
| 4 | 切削刀具 | 更短更粗的刀具能够进行更深的切削并去除更多材料。 | 长圆柱形刀具(立铣刀)用于对较小工件进行更精确但较浅的切削。 |
| 5 | 控制系统 | 卧式加工中心加工的工件一般较大,夹紧困难,加工过程不易监控,操作和调试也比较困难。 | 立式加工中心夹持方便、操作方便、加工情况观察方便、程序调试方便。 |
| 6 | 切割规格和精度 | 具有更好的稳定性,可进行深度、重型切割 | 立式刀具无法进行更深的切削,也无法保证深切削的精度。 |
| 7 | 多功能性 | 一般的 | 更好的选择是镗床、钻床,可以进行端面加工和开槽,更擅长原型制作、定制加工和雕刻。 |
| 8 | 结构复杂性 | 更复杂 | 更简单的 |
| 9 | 机器、运营和维护成本 | 价格贵了2-3倍。 | 更便宜,而且可能更适合小商店 |
| 10 | 材料去除率 | 更高的材料去除率 | 材料去除率较低 |
| 11 | 上举和树干支撑 | 有上臂和心轴支撑 | 无上悬臂和轴支撑 |
| 12 | 待加工面数 | 4 个面,多个角度 | 只有一张脸,一个天使。 |
| 13 | 芯片抽吸 | 更擅长去除切屑 | 立式铣床工件表面残留的金属屑较多。 |
| 14 | 操作困难 | 结构更加复杂,HMC数量减少,操作人员训练不足。 | 更容易找到且训练有素的操作员 |
| 15 | 加工工件材料: | 适宜加工的材料有:如45#钢、铝合金、铜、铝、不锈钢、铁、复合材料等材料。 | 适宜加工的材料有:如45#钢、铝合金、铜、铝、不锈钢、铁、复合材料等材料。 |
| 16 | 加工工件尺寸: | 可加工更大的零件 | 无法加工尺寸过大且相对较小的零件。 |
| 17 | 加工工件形状: |
卧式加工中心最适合加工大型箱形工件。它主要对箱形工件进行孔系加工和平面加工。 工件一次夹紧即可完成除安装面和顶面以外的其他表面的加工,其旋转轴安装在工作台上,可旋转工件以加工工件的各个面。 也可以安装多个旋转轴来实现关节运动,从而加工复杂的曲面型箱形零件。 |
盒子部件: 具有多个孔系统、内部空腔且在长度、宽度和高度方向上具有一定比例的零件。此类零件广泛应用于机床、汽车和飞机制造等行业。 复杂曲面零件: 各种叶轮、导风板、球面、各种曲面成型模具、螺旋桨和水下航行器螺旋桨,以及其他一些形状的自由曲面。 光盘、套筒和压板部件: 端面、曲面上带有键槽、径向孔或分布孔的圆盘套筒或轴零件,如带法兰的套筒、带键槽的轴或方头零件等,以及经过更多孔加工的板状零件,如各种电机罩等。 特殊加工: 组装某些工具和专用工具,完成特殊的工艺工作,例如在金属表面进行雕刻、雕刻和图案雕刻;在加工中心的主轴上安装高频电火花电源,对金属表面进行线扫描和表面硬化。 |
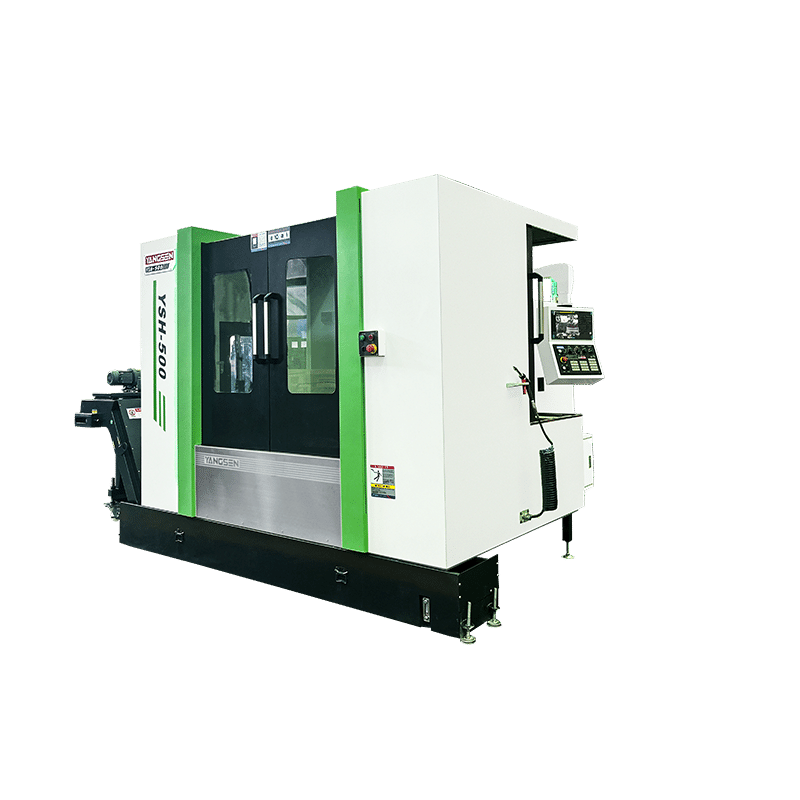
YSH系列采用T型设计,工作台旋转结构,超宽导轨结构,标配大扭矩高速电机。可单独订购替换工作台。我们的产品适用于加工各种复杂零件,是5G领域汽车发动机和型腔加工的首选设备。
产品概述:
T 型结构床:增强长期精度(±0.005mm 保持率);降低移动惯性,实现高速精度。
X 轴差高导轨:降低立柱重心可提高反作用力抵抗能力;提高钻孔精度。
优化用途:高精度批量生产复杂箱型零件和结构件。

YSH卧式加工机架的特点:
 |
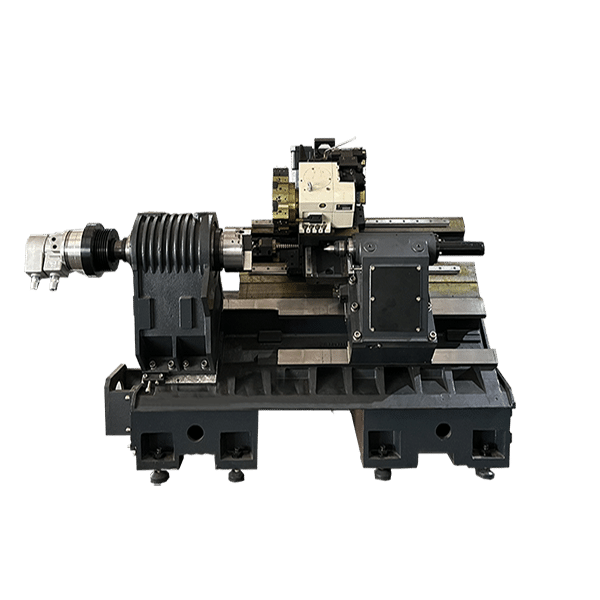
机床床身,立柱 立柱采用等边三角形结构,并设有多层加强筋,以提高机床床身的稳定性。 正T型结构床,X轴阶梯式布局,加大的线路导轨跨度,刚性支撑。 采用高强度力士乐滚柱导轨,承载能力强,精度稳定。 |
 |
主轴 安装 6 个高刚性轴承; 外径 190mm 台湾原装 BBT50 主轴; 主轴气流吹除异物,防止异物进入主轴; 主轴配备环形喷砂装置,以提高加工质量。 标准FANUC大扭矩宽面积电机β ilP30/8000具有更强的重切削能力。 |
 |
光学线性标尺 可选配海德汉、法戈尔光学线性光栅尺,精度±5μm,以确保机床定位精度。 |
 |
双交换台/四轴转盘 实现工件互换,提高加工效率; 工件放置在外部以便于夹紧; 高刚性合金涡轮,耐磨损,定位精度高; 重度锁定,减少变形,耐重切割。 |
 |
工具杂志 采用台湾进口的变频刀库,换刀速度快且稳定。 |
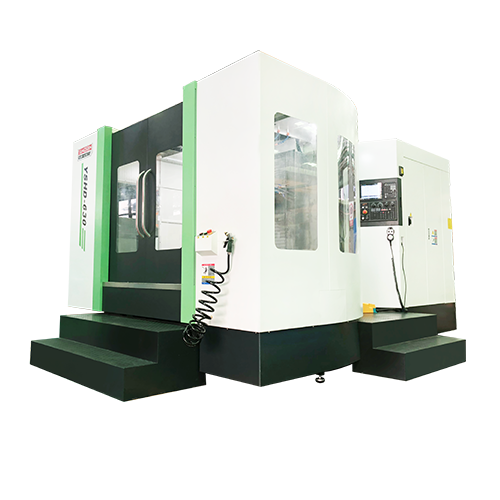
产品概述:
倒T型立柱设计:具备大型零件加工和分度能力。
多工序加工:铣削、钻孔、镗孔、攻丝、2D/3D轮廓加工。
行业:汽车、航空航天、家电、通用机械。

YSHD-630 光机特性:
|
床结构 倒T形底座,采用有限元分析优化的M形肋条(静态刚度≥250 N/μm) 旋转台 高刚性镍铬合金铜蜗轮 三离合齿轮:±2弧秒定位 精确 可选海登海因 Fagor编码器(±5μm) 空中交通管制选项 液压摆臂式自动变速器 24/40/60 工具弹匣 主轴 BBT50主轴(直径190毫米,台湾产): 6个高刚性轴承 迷路鼻腔空气净化 高扭矩电机(6000 转/分) |
 |
机器切割性能
|
表面铣削 |
45号钢 |
钻孔 |
45号钢 |
窃听 |
45号钢 |
|
切削深度7毫米 |
|
刀具直径Ø82 |
|
窃听M36 |
|
|
刀具 |
Ø120mm*5吨 |
刀具 |
Ø82mm*2T |
刀具 |
M36*3P |
|
主轴转速 |
420转/分 |
主轴转速 |
500转/分 |
主轴转速 |
120转/分 |
|
喂养 |
F500 |
喂养 |
F100 |
喂养 |
F480 |
|
宽度 |
100毫米 |
宽度 |
82毫米 |
宽度 |
36毫米 |
 |
 |
 |
 |
| 气缸体 | 泵体 | 齿轮箱壳体 | 液压控制阀 |
|
臂式换刀器
自动润滑系统
全封闭防护罩
|
刚性攻丝
电柜热交换器
冷却液箱和切屑托盘
|
双LED工作灯
LED三色警示灯
M30 自动关闭
|
纺锤鼻气动吹气
调平螺栓和垫片
|
|
光学线性标尺
腕管综合征
|
工具断裂系统
链式切屑输送系统
|
油雾收集器
撇油器
|
旋转台
工件和刀具探针
|
YSH系列:
| 模型 | YSH-630 | YSH-800 | YSH-700D | YSH-800D |
| X/Y/Z轴行程毫米 | 1300/800/1000 | 1300/800/1000 | 1300/800/9000 | 1300/800/1000 |
| 工作台长x宽(毫米) | 630x630 | 800x800 | 700x700 双拼别墅 | 800x800 双拼别墅 |
YSHD系列:倒T形
| 模型 | YSHD-630 | YSHD-1000 | YSHD-1250 | YSHD-1250D |
| X/Y/Z轴行程毫米 | 1100/750/950 | 2000/1500/1600 | 2000/1500/1600 | 2000/1500/1600 |
| 工作台长x宽(毫米) | 630x630 | 1000x1000 | 1250x1250 | 1250x1250 双拼别墅 |
更多信息,请点击以上项目