
加工中心有两种类型:立式加工中心和卧式加工中心。
两者之间的主要区别在于Z轴结构.卧式加工中心的Z轴水平向下运动,而立式加工中心的Z轴垂直向下运动。
此外,它们在工作台面、操作、加工条件、价格等方面也存在一定差异。
选择加工中心时,选择立式还是卧式主要看加工对象。
让我们一起学习——如何正确选择立式和卧式加工中心机床。
加工中心按主轴在空间中的状态可分为立式加工中心和卧式加工中心。
这两种加工中心有一定的区别:
卧式加工中心与立式加工中心的主要区别在于Z轴结构的不同。
卧式加工中心的Z轴(主轴轴)水平向下运动完成加工。
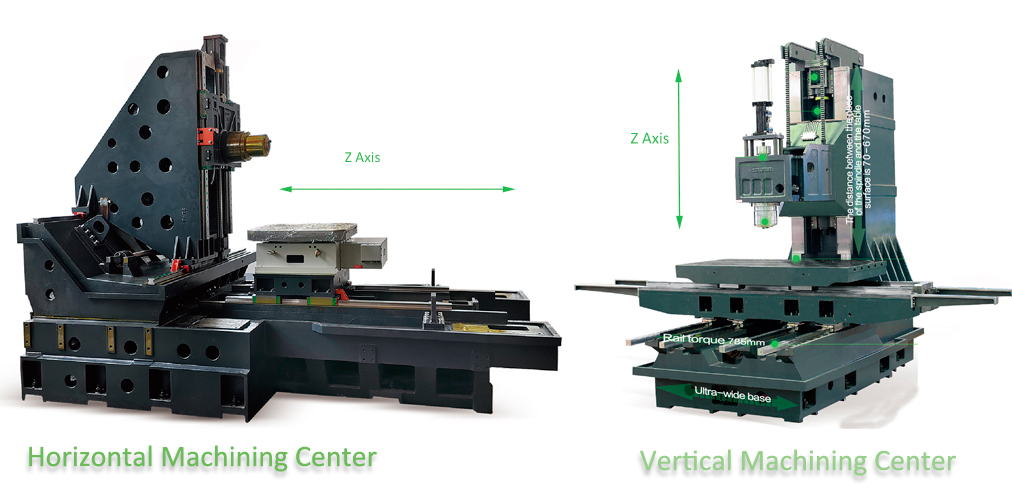
立式加工中心的Z轴垂直向下运动完成加工。所以立式加工中心的主轴轴线是在垂直方向。
卧式加工中心的工作台仅设计为X或Y方向移动。桌子一般是转盘,带格子螺丝孔的桌子,选择可互换的双人桌相对容易。
一般来说,卧式加工中心的工作台尺寸通常较大。

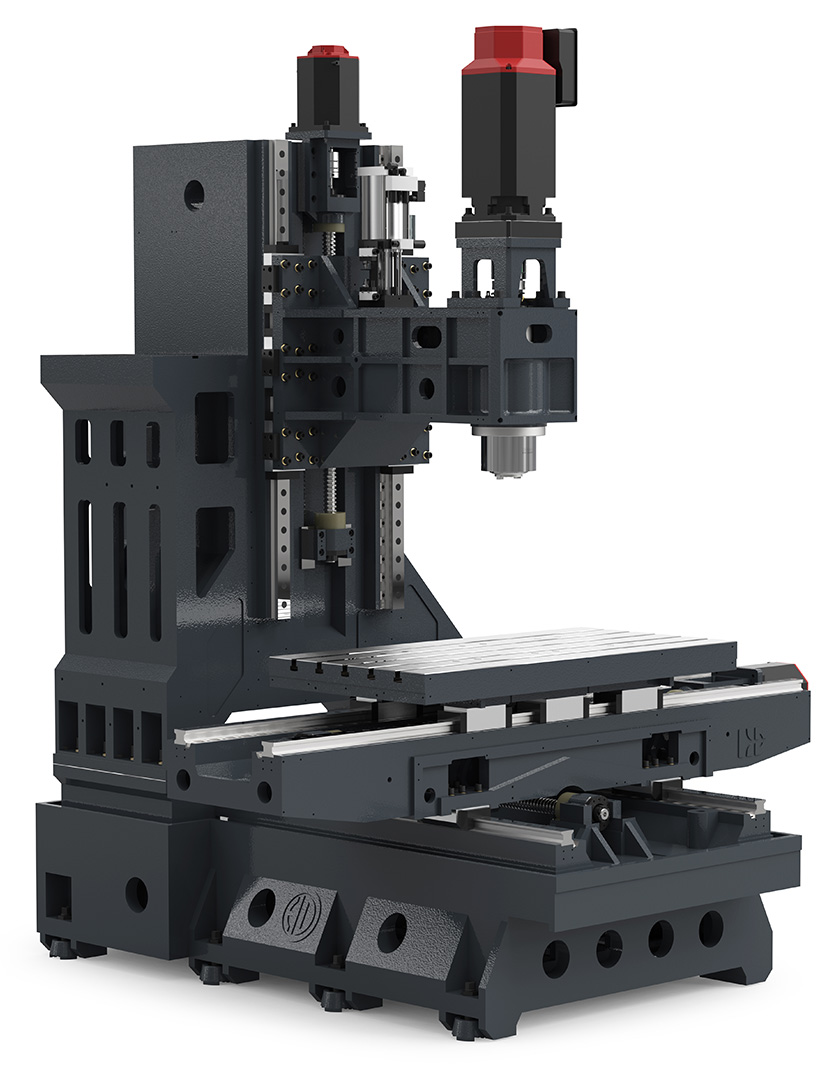
立式加工中心工作台通常为十字滑台结构的T型槽工作台。有两组运动机构负责垂直方向的运动。 X向进给台覆盖负责Y向进给的导轨。
立式加工中心装夹方便,操作方便,加工情况易于观察,程序调试方便。立式加工中心通常使用称为立铣刀的长圆柱形刀具,以便在具有高精度要求的较小工件上进行更精确但更浅的切削。
卧式加工中心加工的工件一般都比较大,集成化程度高,装夹难度大,加工过程不易监控,操作调试相对困难。
但是在2台机器相同的工作台行程下,即使是大型立式加工中心,依然难以与之相比 卧式加工中心 在加工大型工件方面。大型立式加工中心不能加工过高的零件。
而大型立式加工中心在加工凹面时相对容易受到切屑的影响,所以卧式加工中心在加工大型工件时更有优势。
卧式加工中心去除材料更容易,加工条件也比较理想。
立式加工中心加工型腔或凹面时,切屑不易排出。严重时会损坏刀具,损坏加工表面,影响加工的顺利进行。应特别注意刀具的安装和工件的装夹。
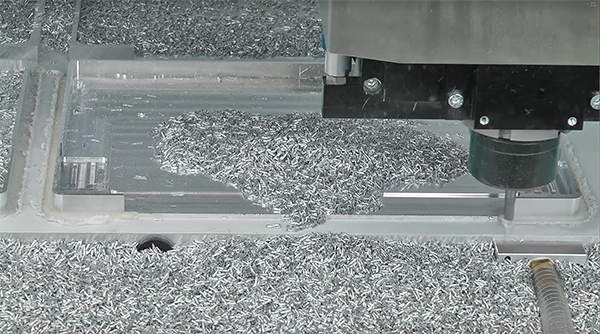
关于排屑管理:为什么我们需要确保排屑材料不会粘在机舱内部、夹具上、彼此之间或任何其他东西上?
排屑的主要问题是,如果切屑或被加工材料的颗粒在机舱内堆积并堆积,可能会造成火灾隐患。
它们还会导致夹具和其他机器部件(如伺服电机或主轴)磨损。粘在机器内部表面的切屑会干扰运动或操作,导致碰撞或其他机械损坏。
最后,夹在夹具和零件之间的切屑会导致毛刺等缺陷。
由于这些原因,重要的是要确保切屑材料不会粘附在机舱内的任何表面上。为实现这一目标,操作员必须评估被加工材料的类型并选择最适合工作的冷却剂类型,并采用有效的排屑策略。
这可能包括选择正确尺寸和形状的切削刀具、调整主轴速度、优化进给率和深度以及使用合适的断屑槽。
除此之外,定期检查也很重要清洁正在使用的机器上的切屑。
所有这些步骤都有助于确保排屑高效且有效。
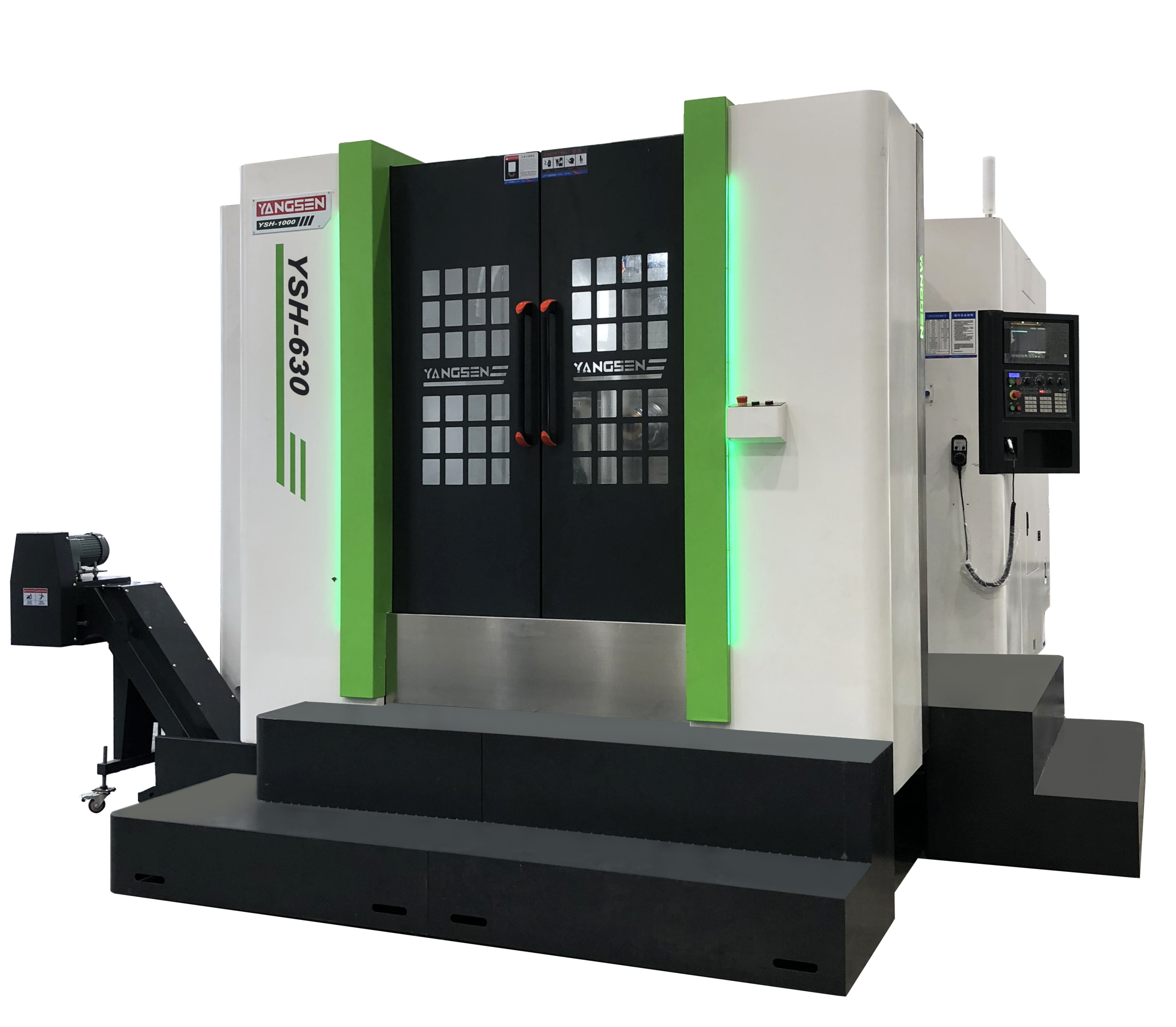
一般来说,卧式加工中心比立式的贵,因为卧式加工中心在加工工艺和结构上比立式加工中心复杂。
其次,能够生产卧式加工中心的厂家相对较少。相同加工范围的卧式加工中心价格为 两倍于 立式加工中心。
立式加工中心和卧式加工中心是两种不同的加工中心,选择时主要根据加工需要:
立式加工中心占地面积小,结构简单,价格相对较低。装夹工作方便,程序调试方便,适用范围广,但不能加工过高的零件。零件和其他工件体积相对较小的工件。
立式数控加工中心特点:
工具更换器可快速轻松地更换工具,让您可以使用多种工具快速设置作业。
高速进给率可缩短生产时间并提高生产率。
自动托盘更换器,让您无需人工干预即可在不同作业之间快速切换。
先进的控制系统
立式 CNC 加工中心的主要优点是它们比卧式加工中心占用更少的占地面积。这使它们成为空间有限的小商店的理想选择。此外,立式加工中心通常比卧式加工中心占地面积小,因此更容易在您的车间中移动和设置。
卧式加工中心的加工条件比较理想,多面加工。一次装夹即可完成除安装面和顶面外其余四个面的加工。更适合加工箱体类零件。加装角度头后,可实现五面体加工。一般来说,如果客户需要加工更复杂的表面光洁度,他们会选择卧式加工中心。

• 自动化托盘更换装置,提高生产力和灵活性
• 增加多功能性的模块化刀架
• 高速主轴可缩短循环时间
• 自动工具更换器或多工具系统以实现最高效率
• 带有触摸屏编程的 CNC 控制系统,易于使用
选择卧式 CNC 加工中心而不是立式 CNC 加工中心有几个原因。
首先,卧式加工中心的工作范围比立式加工中心大,这意味着它们可以容纳更大的零件。
其次,卧式加工中心通常比立式加工中心具有更高的主轴速度和更快的循环时间,这使得它们效率更高。
第三,卧式加工中心更适合加工表面积较大的零件,因为它们可以轻松接触零件的所有侧面,而无需重新定位。
最后,卧式加工中心能够同时安装多个刀具,并且可以配备自动托盘更换装置
在选择加工中心时,选择立式加工中心还是卧式加工中心,主要看加工对象是什么。











