
理解区分 之间 面铣与端铣技术在机械加工领域至关重要。您将深入研究两种流行的铣削方法:面铣和端铣。掌握这两种技术的技术细节、差异和应用。为自己配备精确的知识,以优化您的加工任务。

CNC是计算机数控的意思。其次,车床是车削材料的工具。相比之下,铣削使用旋转刀具来铣削材料。两种 CNC 均控制铣床和车床。高精度是 CNC 的优势。
车床制造圆柱形物体。铣床可处理复杂的形状。 CNC 提供快速生产,车床和铣床提供细节。
期间 数控铣床,工件保持静止。在车床上,工件旋转。 CNC 系统引导精确的运动。车床操作需要旋转运动。铣床需要精确的 X、Y、Z 运动协调。
进给速度影响铣削成功。更快的进给速度可以更快地去除材料。但是,精度可能会降低。 CNC 控制着这个速率。车床优先考虑转速。铣削以进给速度为中心。关于进给速度的决定会影响产品的光洁度和使用寿命。
铣床和车床形成切屑。材料的去除导致切屑的形成。 CNC 机床优化切屑形成。车床产生长而卷曲的切屑。铣床可能会生产更小的切屑。有效的切屑形成可延长刀具寿命。
RPM 测量主轴速度。高转速意味着更快的材料去除。 CNC 控制这些速度。在车床上,主轴速度决定表面光洁度。在铣床上,主轴速度影响切屑尺寸和刀具寿命。
CNC 确定刀具路径。铣床需要复杂的路径来加工复杂的形状。车床遵循更简单的线性路径。在铣削中,刀具路径的复杂性可能会增加。确保最佳刀具路径对于获得高质量结果至关重要。
CNC 代表计算机数控。接下来,车床通过旋转来塑造材料。另一方面,铣床使用旋转刀具。
铣刀通过切削去除材料。 CNC 控制车床和铣床以确保精度。精密零件需要CNC控制。因此,CNC 可确保一流的结果。
深度在铣削中起着重要作用。 CNC 机床使用编程来设置深度。车床在旋转时去除层。相比之下,工厂则深入挖掘材料。更深的切割需要更多的时间。浅切速度更快。数控铣床和车床都能确保适当的深度。
刀具在铣削中很重要。对于 CNC 来说,刀具位置至关重要。车床具有接触旋转材料的工具。铣床具有移动到材料中的刀具。
正确的工具啮合可带来更好的结果。接合错误会毁坏工件。 CNC 系统可以防止此类错误。
进给量与刀具运动有关。在 CNC 系统中,进给率很重要。车床以设定的速度移动刀具。铣床具有以特定速度移动的刀具。每齿进给量与刀齿有关。每齿适当的进给可避免刀具磨损。精确的进给可延长刀具寿命。
力影响铣削结果。 CNC 系统监控力水平。车床施加力来塑造工件。铣刀通过铣刀施加力。太大的力会损坏工具。适当的力可确保切割顺利。 CNC 工具优化力以获得最佳效果。

CNC,计算机数字控制的缩写,引导机器零件。接下来,车床旋转工件。车床使用锋利的工具雕刻物体。
然而,铣床对金属的形状不同。工厂使用旋转工具。与车床不同,铣床中的工件保持静止。因此,面铣可以精确地切削大面积区域。
铣床可产生光滑的表面。车床大多形成圆柱形。 CNC 提供指导逻辑。如果没有 CNC,精度就会受到影响。尤其是在复杂的工作中,数控机床被证明具有无价的价值。每台机器都具有独特的表面创建功能。
磨机有立式和 水平的 类型。值得注意的是,立式铣床执行轴向切削。车床缺乏这种能力。轴向切削深入研究材料。 CNC 系统控制深度和方向。
铣刀广泛接触材料。与接触点的车床刀具不同,铣床覆盖区域。 CNC起着举足轻重的作用。它确保工具在表面上均匀分布。广泛的接触确保了统一的结果。
面铣刀具有多个切削齿。相比之下,车床使用单点切削。 CNC 在铣床上协调这些牙齿。齿数影响表面光洁度和速度。
面铣在表面平整方面表现出色。铣床使材料完全平坦。 CNC 确保最佳的机器运动。车床不提供类似的平整度。压平仍然是轧机的主要优势。
将材料塑造成所需的轮廓。铣刀可轻松实现各种形状。车床主要加工圆形轮廓。 CNC 控制的铣床可高效地加工出复杂的轮廓。
开槽在材料上雕刻槽。米尔斯以极高的精度做到了这一点。车床不适合开槽。 CNC 引导至关重要。它确保槽尺寸满足要求。
铣刀打造出完美的方肩。肩部在材料上形成直角边缘。车床无法精确地实现这一点。 CNC 系统控制铣床中的肩部生成。
型腔加工是指在材料中形成凹槽。米尔斯指导下 数控系统,在这里表现出色。车床不适合进行型腔加工。型腔的深度和形状取决于 CNC 精度。
CNC 代表计算机数控。从本质上讲,CNC 使机床实现自动化。另一方面,车床通过旋转物体来塑造物体形状。
相比之下,铣床使用工具将材料切割成所需的形状。数控机床、车床和铣床在制造业中发挥着关键作用。
车床旋转工件。在此期间,固定切削工具将其成形。 CNC 涉及机器的计算机控制,提供精度。铣床有所不同,使用旋转刀具来去除材料。 CNC、车床和铣床这三种工具定义了现代制造。
CNC 系统精确控制机器,提高产量。传统的手动车床也受益于数控技术。与车床不同,铣床使用切削刀具来成形工件。 CNC、车床和铣床的知识可确保高效生产。
数控机床基于计算机输入工作,确保准确性。车床旋转工件,并在其上应用切削刀具。与车床不同,铣床使用旋转工具进行成型。这些工具、数控机床、车床和铣床在工业中发挥着独特但相互关联的作用。
在制造业中,CNC 代表着技术进步,控制机器运动。车床这种古老的工具仍然至关重要,它通过固定刀具旋转工件。相比之下,工厂则移动刀具来塑造物品的形状。 CNC、车床和铣床:每一种都在现代工业中发挥着独特的作用。
属性/类别 | 面铣 | 核心理念 | 应用领域 | 使用的工具 |
描述 | 深入探索材料表面铣削。 | 铣削工艺的主要基础。 | 主要使用场景。 | 已部署仪器和设备。 |
详细项目数 | 不适用 | 5 | 5 | 5 |
第一项 | 不适用 | 宽幅切割 | 表面平整 | 壳式磨机 |
第二项 | 不适用 | 曲面创建 | 轮廓 | 整体铣刀 |
第三项 | 不适用 | 轴向切削 | 开槽 | 高进给铣床 |
第四项 | 不适用 | 广泛联系 | 方肩 | 螺旋铣刀 |
第五项 | 不适用 | 多颗牙齿 | 装袋 | 刀轴 |
面铣削工作台深入了解!

端铣是一种 CNC 操作。 CNC 代表计算机数控。在 CNC 中,计算机引导机器。车床和铣床是两种主要机器。车床旋转工件。另一方面,铣床旋转刀具。端铣削是铣刀专用的。
在这里,一种称为立铣刀的工具切割材料。当工具移动时,材料保持静止。 CNC 确保精确的运动。立铣刀可以有各种尺寸。它们也可以有不同的形状。许多行业都使用端铣。从汽车到小工具,立铣刀都发挥着重要作用。
开槽使用立铣刀来创建槽。这些槽可以有不同的宽度。它们出现在机器零件中。槽有助于组装结构。
压型塑造材料的侧面。立铣刀遵循设定的模式。精确的边缘和轮廓出现。这种精度有助于组件装配。
切入直接潜入材料中。立铣刀垂直进入材料。他们会打洞或深洞。想想需要空心型材的机械。
在坡道铣削中,立铣刀以一定角度移动。他们不会直接下降。此方法可确保切割更平滑。飞机零部件等零部件受益。
在这里,立铣刀创建曲线。轮廓可能很复杂。想想汽车车身部件。轮廓铣削可提供所需的精度。
槽立铣刀具有螺旋槽。这些凹槽有助于排屑。笛子可以有很多。更多的凹槽意味着更精细的表面处理。
倒角铣刀可产生角度。通常,在材料的边缘。它们使组装更容易。完美的边缘减少了贴合错误。
粗加工立铣刀进行初步切削。他们快速去除大量材料。这些不是用于精加工,而是用于快速材料去除。
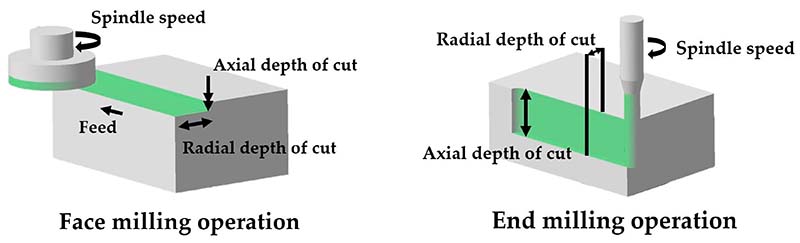
在面铣削中,切削作用主要发生在轴向,即发生在刀具的端面或端部。另一方面,在周边铣削或端铣削中,切削是在铣削方向周围进行的。
表面接触
成品质量
材料率
速度优势
表面光洁度
刀具寿命
材料兼容性
进给调整
工具选择
主轴转速
工具旋转的 RPM(每分钟转数)很重要。较高的转速可能会导致过热。相反,较慢的转速可能会导致刀具磨损。
冷却液使用
通过重叠
坡道铣削
过渡到各种铣削技术,请考虑坡道铣削。在 CNC 工艺中,切削刀具与工件表面成一定角度移动,而不仅仅是垂直移动。
插铣
列表中的下一个是插铣。与传统的铣削方法不同,刀具垂直移动到材料中。想象一下数控机床直接向下插入,形成深槽。对于插铣,深度成为主要参数。
高速铣削
低温铣削
深入研究先进技术,您将遇到低温铣削。在这里,液氮在操作过程中冷却切削刀具。冷却速率通常以升/分钟来衡量,是决定性因素。
动态铣削
刀具直径 在铣削操作中,刀具直径起着 具有举足轻重的作用。较大的直径可确保切割过程中的稳定性更高。
取决于为手头的任务选择合适的尺寸。
铝、钢或钛等金属具有不同的特性。认识每种材料的特性。与硬不锈钢相比,铝等软材料需要不同的参数。匹配工具材料以获得最佳性能。
机器功率是一个关键参数,决定了处理坚硬材料的能力。更大的马力可以实现更快、更深的切割。请务必参阅机器的规格表以获取准确的详细信息。
这是指每个刀齿去除的材料量。正确设置切屑负载可防止刀具破损。监控和调整切屑负载以保护刀具并实现卓越的光洁度。
您的工件尺寸很重要。对于较大的工件,更大的刀具直径和更高的机床功率变得至关重要。确保床身能容纳工件。 在整个讨论中,我们探讨了面铣与立铣技术的复杂性。认识到每种方法的差异、优点和缺点有助于在加工操作中做出更好的决策。对于顶级铣削刀具和专业知识,请信赖.











